(Scroll down for photos)
David Brown
David Brown Industries has added so much to the history of Penistone as well as employing thousands of people we feel we should expand on the company’s history.
David Brown Gears
Founded in 1860 as a pattern manufacturing company. By 1873 David Brown (Sir David’s grandfather) had begun to concentrate on gear systems and by 1898 was specializing in machine-cut gears. The company moved in 1902 to Park Works at Huddersfield. When David Brown died in 1903, his sons Percy and Frank took over and began the manufacture of gears, complete gear units, gear cutting machines, tools and equipment, bearings and shafts and worm drive gears. Its foundry made steel and non-ferrous castings for motor vehicles, aircraft, ships as well as a wide range of British industry.
Sir David Brown
After leaving school Sir David Brown started work aged 17 in 1921 as just another apprentice in his family’s business, David Brown & Sons, Huddersfield cycling 6 miles to work for 7.30 a.m. start. As his grounding continued in various parts of their works he progressed to foreman and then assistant works manager. Sent to the United States, Africa and Europe in 1928 to study business methods and factory conditions he returned and started a bronze and steel foundry in Penistone where unemployment was severe. The foundry used a new technique of steel casting and was a rapid success. As well as meeting his group’s own needs the foundry made precision castings for a wide range of industries for use in aircraft air frames, aero engines, electricity power stations, oilfields and oil refineries. In 1929 he was made a director and on his uncle Percy’s death in 1931 was appointed joint managing director in 1932. In 1933 he became managing director.
Under Brown’s leadership, the company significantly expanded its operations.
The Second World War saw a massive increase in the production of gears and gearboxes by David Brown Ltd for use in military equipment. The rising income from the company’s traditional products and the manufacture of tractors made Brown a wealthy man.
He was knighted in 1968 for services to industry.
The David Brown Foundries Company
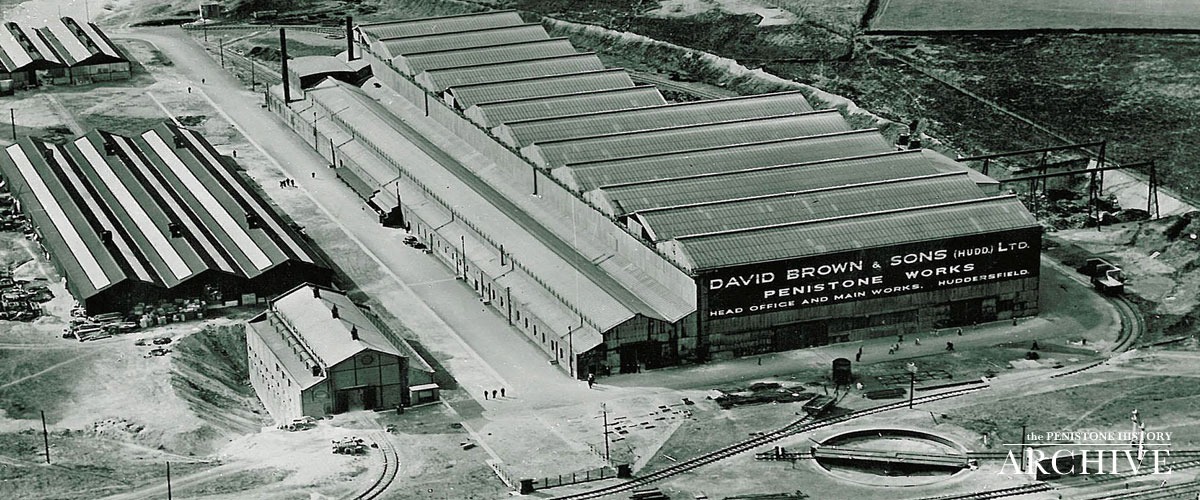
When in 1935, the rapidly expanding David Brown organisation found it self in need of additional foundry capacity, Mr David Brown, to the surprise of many people, chose Penistone as the site for the new venture. Penistone, at that time a depressed area, certainly appreciated this move. The great iron and steel works of Cammell Laird & Co. Ltd., principal employers in the district for over half a century, had closed down in 1930 and unemployment was rife in the town.
The 29 acre site formerly occupied by Cammell Laird & Co. was taken over and the David Brown Foundries Company was established. Full advantage was taken of the opportunities of introducing modern plant laid out on the most efficient lines, and these foundries were among the most up-to-date in the country.
Although labour was of course plentiful, there was obviously a shortage of men skilled in the specialised technique of foundry work. This drawback was overcome by the introduction of a special method of cement moulding, the Rand-upson process. Within a comparatively short time, production of both steel and bronze castings for a wide range of vital industries was in full swing. With its total of over 1200 workers, The David Brown Foundries Company had easily the largest labour force in the Penistone area,
From the first, the company has maintained a progressive policy and scientific approach to the problems involved in the production of high quality steel and bronze castings. As a result, many of the leading technical developments in foundry technique have had their origin or first application at the Penistone foundries. Among such developments are the inspection of castings by the use of X-ray, gamma ray, and isotopes; the development of the vertical axis centrifugal casting process; cement-sand moulding; and the production of cast armour for fighting vehicles , and high tensile steel components for aircraft.
In view of its rapidly acquired resources of technical skill and plant capacity, it was inevitable that the company, in common with the rest of the David Brown organisation, should be called upon to make a powerful many-sided contribution to the national effort during the 1939-45 war. Even in the early stages, the Penistone plant ranked as one of the country’s leading suppliers of bullet-proof castings, and in 1942 David Brown technicians were entrusted with the task of developing a method of producing high-tensile and heat resisting steel castings for aircraft. ,which are now incorporated in many types of civil and military aircraft.
Since the war the company has considerably extended both its plant and its technical resources, particularly in the production of special alloy castings suitable for land, marine and aircraft gas turbines.
Another notable post-war achievement by the company was its contribution to the successful effort made by British engineers, foundry technicians, and manufacturers to break into the oil-field equipment market, hitherto regarded as an American monopoly. Profiting by the rapid technical advances made during the war in the production of alloy steels, the company has played a leading part in competing successfully with American firms in this specialised field of production.
Yet another feature of post-war activity at the Penistone works has been the production of high-pressure steam turbine casings for power stations in various parts of Britain and overseas; one of the few foundries equipped to supply these high duty castings, The Brown Foundries Company has in recent years completed sets for 16 power stations (including Huddersfield) in the United Kingdom. In addition overseas orders have been completed for five electricity undertakings in South Africa and two in Canada.
The David Brown bronze foundry includes twenty-seven centrifugal casting machines of patented designs, and castings weighing from five pounds to two thousand pounds are regularly made for a variety of industrial applications. In another part of the plant a self-contained unit is responsible for the production of precision castings by the investment, or lost wax process, a centuries old method brought up-to-date with the use of modern techniques and equipment. This method is used to produce small intricate components for such varied items as sewing machines, jet engines, pneumatic tools, hosiery machines, aircraft accessories, etc.
So much for the production side of the Penistone works. With regard to working conditions, welfare facilities, and general amenities it can safely be said that these areas were as good as any in the country, and considerably better than most. In common with other David Brown factories, the Penistone works had its own comprehensive apprentice training scheme covering all phases of steel and bronze foundry practice. In addition there were first class canteen facilities; a self-contained medical centre controlled by a medical officer and fully trained nursing staff; shower baths and changing rooms; staff superannuation, savings, convalescent and suggestion schemes; a sports club catering for recreational activities ranging from football, cricket and athletics, to bowls.
Such, then is the general picture of a company which in the comparatively short space of twenty years has not only transformed a former derelict site into a progressive and expanding concern but has brought prosperity and fame to the town of Penistone.
Taken from an article c1955.
Tractor Division
Personally controlled since its inception by David Brown (1904–1993) the first venture into Tractor production was in a joint project with Harry Ferguson in 1936 building the Ferguson-Brown Tractor in a corner of Park gear works but they disagreed over design details, The Ferguson-Brown had many innovative features, including the use of cast alloy for many the components, which was light but prone to damage. The Ferguson-Brown used a Coventry Climax engine for the first 350 tractors. Browns developed their own engine which was fitted to subsequent production. Total production was 1350 + 1 built from parts in 1940 after production finished.
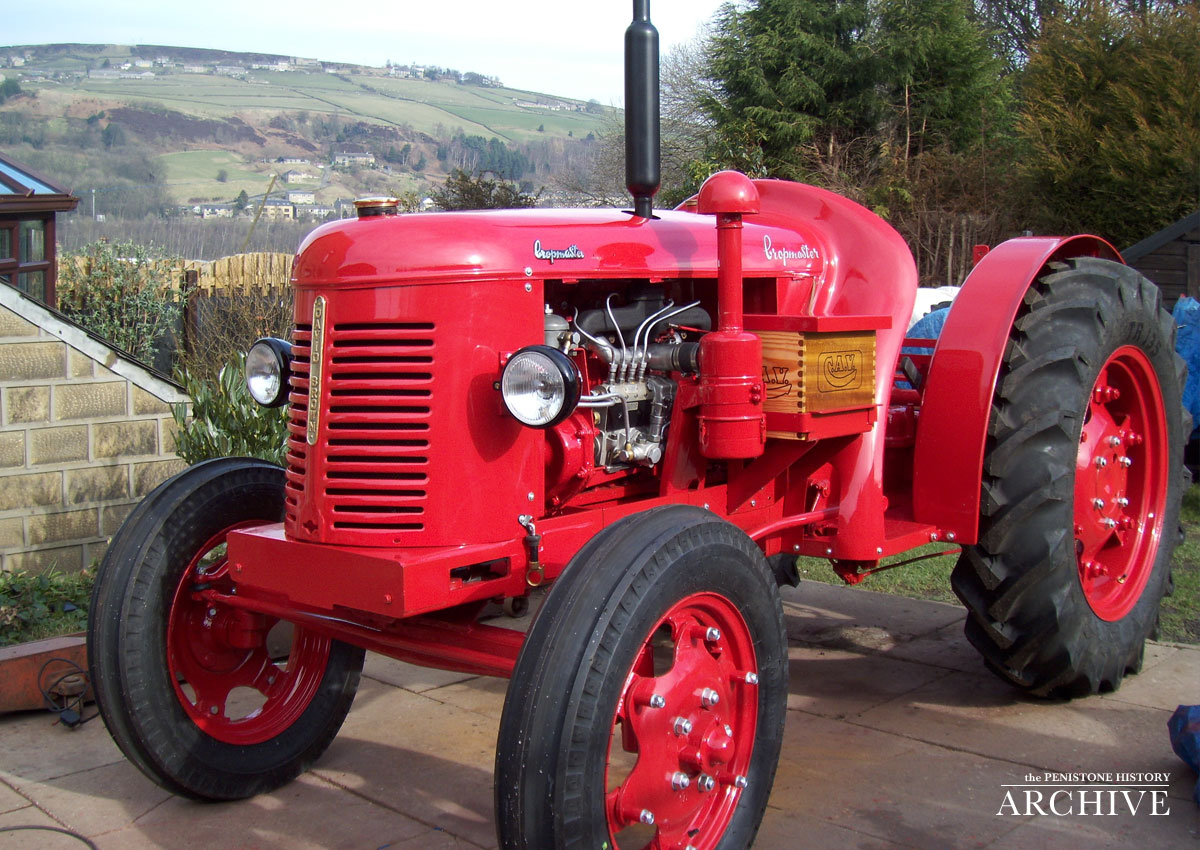
This led David Brown to design his own version the David Brown VAK1 which was introduced to the market in 1939, with over 7,700 units eventually sold.
David Brown became one of the biggest British Tractor manufactures in the post war period, with a major manufacturing plant at Meltham, West Yorkshire England. The company broke new ground which others were only to follow later.
The Tractor division took over the Lancashire firm of Harrison, McGregor & Guest Ltd, who produced the Albion brand of agricultural machinery to complement the Tractor product line. After the takeover the company’s badge was modified to incorporate the white rose of Yorkshire and the red rose of Lancashire. The Tractors division had ten subsidiaries around the world. At one stage 80% of production was exported. Sales were handled by 2,508 agents in 100 countries.
A worldwide recession saw Tractor sales slump, and after braving the storm and with the debt of a brand new building and production line to finance, it was inevitable that the company was put up for sale, bought by Tenneco who also owned the Case company, all hope to see the factory prosper was dashed when it was announced that survival was a competition between Huddersfield and the International Tractor plant in Doncaster, with the odds stacked in the latter’s favour, especially with access to the motorway network on the doorstep. The Meltham factory ended production and a respected British name was erased
David Brown Pumps
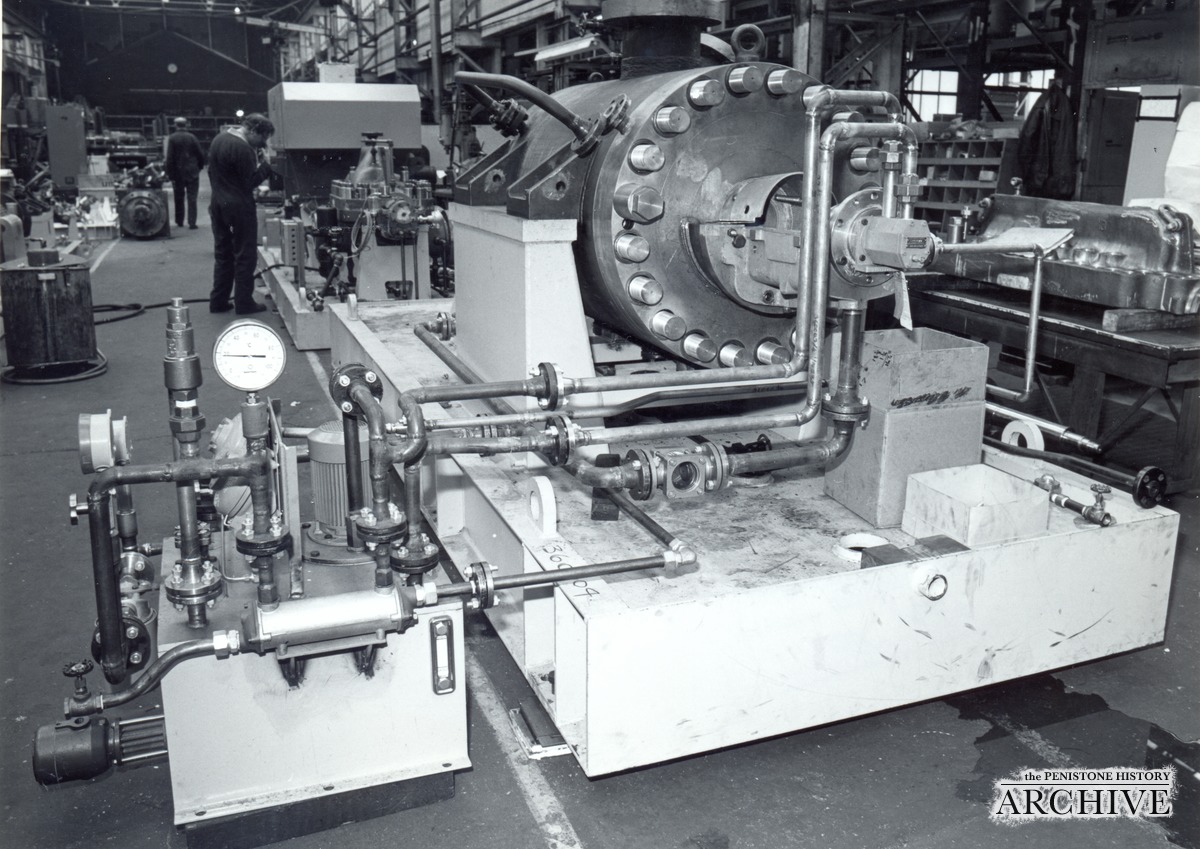
The David Brown Pumps Division was set up in Penistone in the early 1960’s as a Bingham licensee to satisfy the needs of the European refinery industry and grew, in the 1970’s, on the back of North Sea oilfield developments. Following separation from Sulzer-Bingham in 1988, the business has achieved strong international expansion in Africa, the Middle East and Asia Pacific. Manufacturing principally in the UK, with a growing aftermarket operation. The business excels in heavier duty multi-stage centrifugal pumps to API-610 including cryogenic pumps for handling liquefied gas. Annual sales are approximately $40 million with 220 employees. The Future David Brown Pumps has traditionally been committed to research and development being at the forefront of developments in double bolting technology for multi-stage pumps, development of high temperature between bearing pumps on abrasive services and a leader in the development of vertical multi-stage cryogenic pumps for LNG terminals. There is a full commitment to quality in all aspects of the operation with the Penistone facility fully accredited to ISO 9001. Our aftermarket departments provide a comprehensive after sales service including the supply of commissioning and service engineers, a fast and efficient spare parts service, repair and overhaul of units with full testing if required, and an engineering service enabling modifications to be carried out to meet the individual customer’s on-site requirements.
We have many photos of pumps manufactured in Penistone to be sent all over the world.
David Brown Cars
The David Brown Valveless Car
The Valveless was an English auto-mobile manufactured, after lengthy development, from 1908 until 1915 in Huddersfield, Yorkshire. The successor to the Ralph Lucas Valveless, the car marked the entry of the David Brown & Sons group into the manufacture of motor cars. Its engine was a 20 or 25hp duplex two-stroke model which was advertised as having “only six working parts”; these included two pistons, two connecting rods, and two crankshafts, which were geared together and counter-rotated. This is a type of engine configuration known as a split single since it is effectively a single cylinder split into two
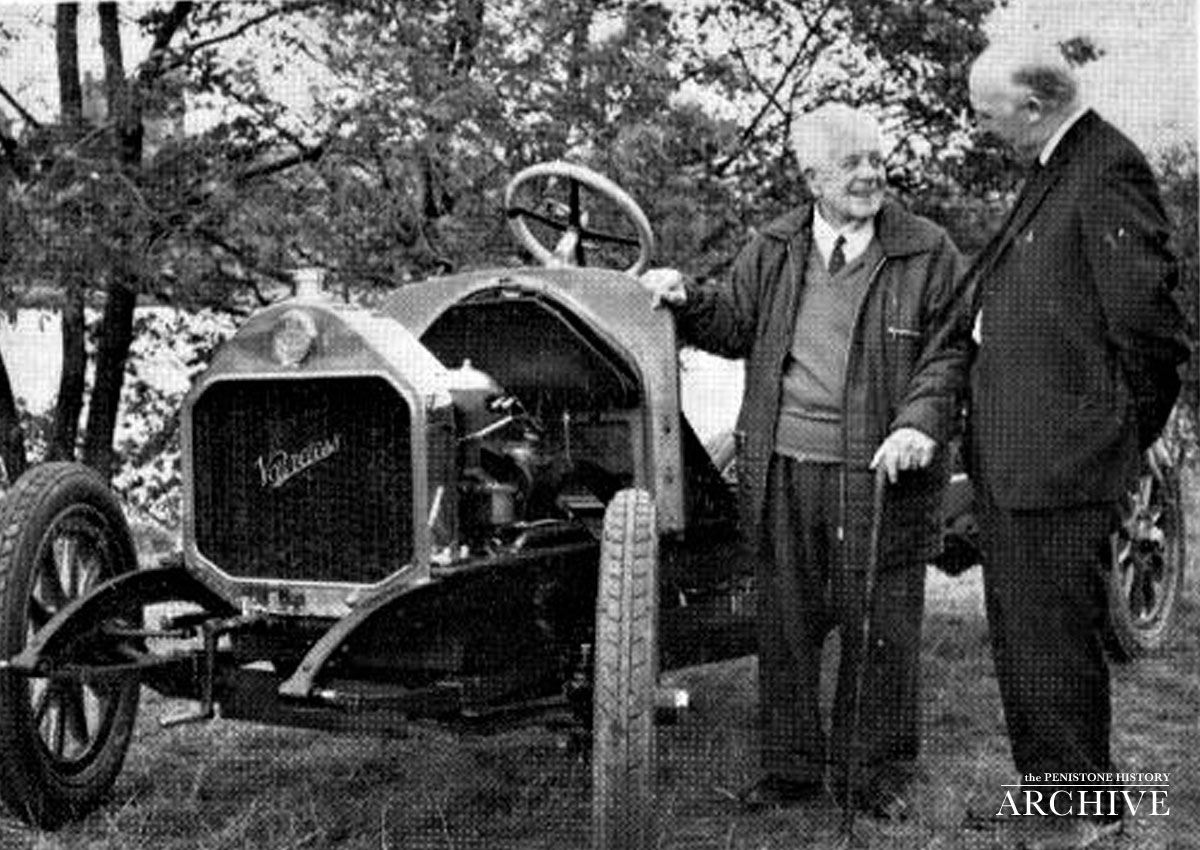
Of the 700 cars produced at Park gear Works between 1907-1913 only one is known to survive complete and in full running order. In the David Brown Contact magazine of Jan. 1972 we were told of the “valveless“ remains found in South Africa. This was shipped to Huddersfield where the unconventional 2 stroke engine was rebuilt and mounted on its rebuilt chassis.
Mr. S. G. Fletcher, D.B. Training Workshop Superintendent at Lee Mills, now a leading authority on the “Valveless”. began his research. His brief was to rebuild the authentic car – no easy matter, as neither records nor plans have been retained by DBGI. It took some time and patience to go through the journals of the period, but his investigations turned up the vital information at length.
His next task was to find two men who would appreciate the project, as well as having the mechanical aptitude and experience. The transformation from scrap metal to perfectly translated Valveless is tribute to Mr. Fletcher’s planning and his apprentices, Messrs. J. L. Bonfield and D. Redfearn.
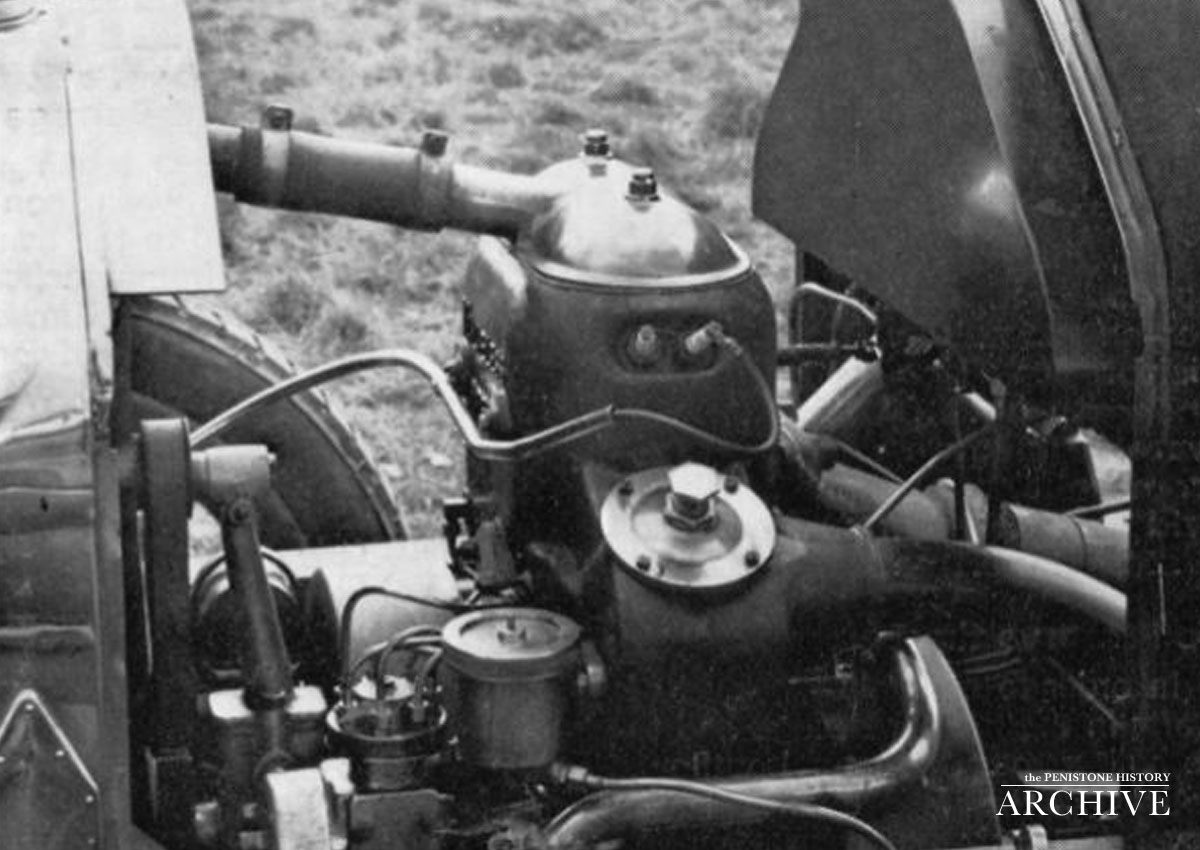
The difference between the Valveless and conventional cars lies in the 2-stroke, 19.9 h.p. (or 15,8 h.p.) engine which has neither valves nor sleeves, and features only six moving parts! These are: two pistons; two connecting rods and two crank shafts.
The engine has two vertical water jacketed cast iron cylinders with a common combustion chamber which sits on the airtight crank case. The two crank shafts run on ball bearings and are geared by teeth in their discs. Each shaft has its own ¾ cwt. Flywheel, turning counter to the other, so reducing vibration and enabling the driver to iron out the gradients.
The rear-most flywheel also does service as the outer member of a leather-to-metal clutch, the under sprung leather giving a very smooth take up through four forward gears and reverse.
The engine is started up by conventional crank (an offset knuckle barker). Compressed air issues from the crank case into the petrol tank to maintain the 6lb pressure first achieved by hand pump on the dash. At the same time air travels through the petrol injection passage as inlet port uncovers, and the petrol charge is carried into the cylinders where it is compressed and ignited at the pistons approximate top dead centre. As the pistons descend and spent gasses are exhausted, inlet port is uncovered and the cycle repeats, so there is a power thrust on both pistons simultaneously at every revolution. (see diagrams).
The car, with a full tank of 17 ½ gallons, has a range of some 400 miles before refuelling. The mileage potential of the engine has never been reached so far as is known.
An authority on the Valveless car is Mr. R. Gardiner, who retired in 1958 as Publicity Manager of DBGI. He owned one of these motor cars which he ran for a number of years. In fact it had been one of a fleet operated by the company and was sold to him by Mr. Percy Brown. He recollected no engine wear at all after 70,000 miles Mr. Gardiner, on seeing the restored chassis and engine in operation said: “This is a most satisfying moment for me. These cars had remarkable road holding properties brought about by the gyroscopic action of the two flywheels acting as stabilisers, and they never notice 1 in 5 gradients. Once in top gear they would run almost for ever.
On November 11th the Valveless chassis and engine complete went to Meophan in Kent where expert coach-builder and vintage car authority, Mr. Leslie Willis, began the last vital phase in the unique story. It was fully rebuilt to original specification.
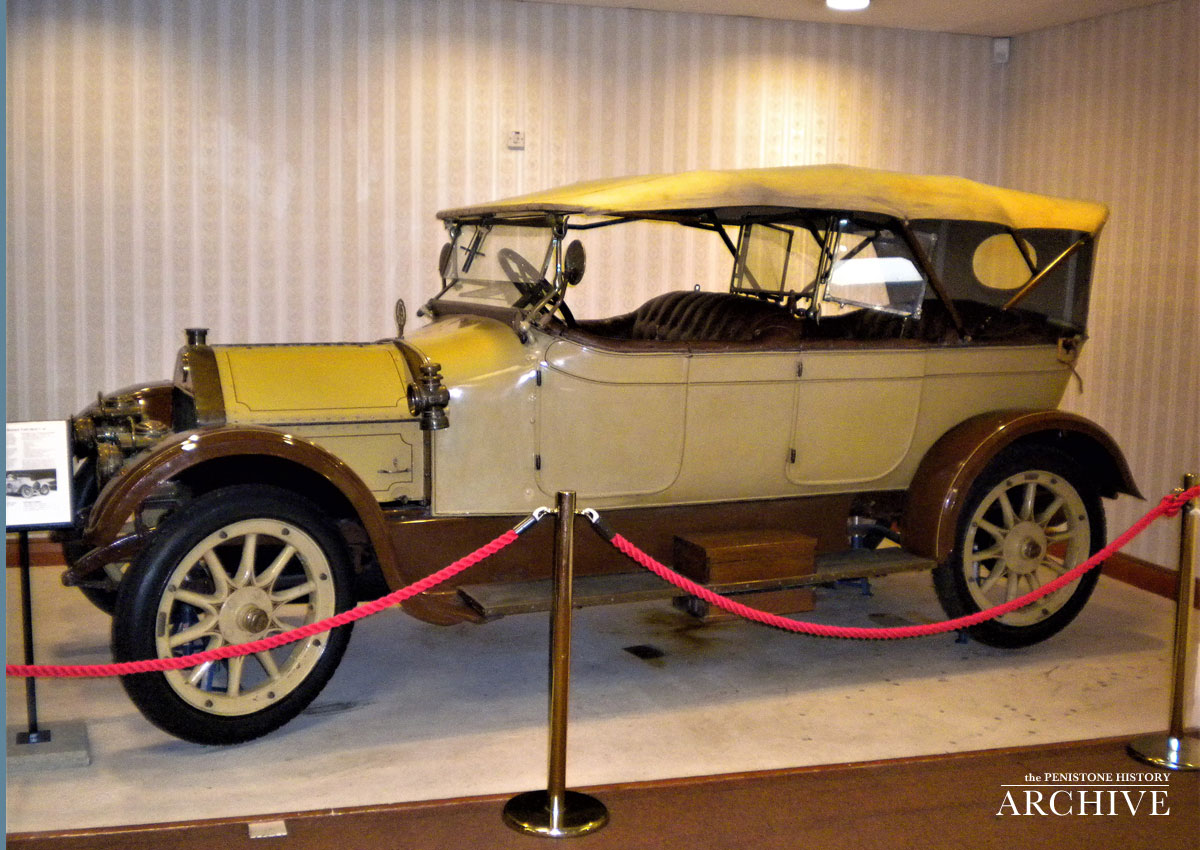
Typical of pre WW1 cars, large, expensive, hand crafted and usually chauffeur driven, but they were smooth running, quiet and comfortable.
After spending time in the National Motor Museum at Beaulieu as the star attraction, the car is now on show at the Tolson Museum in Huddersfield.
Aston Martin Lagonda
In late 1946, Brown saw a classified advertisement in The Times, offering for sale a “High Class Motor Business”. The asking price was £30,000. On inquiring further Brown discovered that the company was Aston Martin. A few days later Brown visited the company’s headquarters at Feltham and test drove their new prototype design, the Atom.
While he felt it had good road handling, he considered that its 2.0 litre 4 cylinder pushrod engine lacked power. However, seeing its potential, he entered into negotiations which ended in February 1947 with him acquiring the company for £20,500. Following the purchase work began on converting the Atom into a production car. While the prototype was a saloon, Brown preferred convertibles so the chassis was redesigned to accommodate an open top. Eventually it entered production as the Aston Martin 2-Litre Sports, now commonly called the DB1.
In 1947 Brown heard through Tony Scratchard, the distributor of Lagonda cars in Bradford that Lagonda was in financial trouble and was for sale. While he initially took no interest in the company, when a liquidator was later appointed to sell off the company’s assets, Brown sensing an opportunity visited the company. There he met with the famed engine designer W. O. Bentley, who showed him an engine called the LB6 which he had been working on for the company. It was a modern twin-cam 6-cylinder engine of 2,580 cc. Brown saw the engine as ideal for his new generation of Aston Martin models. Aware that Armstrong Siddeley, Jaguar and Rootes were also interested in the company and the liquidator was seeking offers of £250,000 Brown still decided to submit an offer, though he knew it would be the lowest. Because of the tight economic conditions and the rationing of steel, the other bidders dropped out. While the liquidator was able to sell the factory buildings to another company, to Brown’s surprise he was able to obtain for £52,500 the rest of the company as well as the rights to the new engine.
As Lagonda had to vacate its premises Brown stored his new assets in some rented hangars at the London Air Park in Hanworth, which was close to the Aston Martin factory. The newly acquired engine soon saw service in the Aston Martin DB2.
In late 1955 Brown acquired the coachbuilder Tickford. He subsequently concentrated all the Aston Martin and Lagonda manufacturing at the Tickford premises in Newport Pagnell.
The legendary ‘DB’ series of Aston Martin cars, including the DB1 (2 Litre Sports), the DB2, the DB3, the DB4, the DB5, the DB6 and the DBS were named after Brown using his initials. While at the helm of the Aston Martin company, he used a rival product, a Jaguar XJ Series I, as personal transport as it was cheaper to run
1959 was Aston Martin Racings finest hour winning the Le Mans 24hr race outright with a 1 – 2 finish and after winning the Tourist Trophy round later in the year Brown finally achieved his goal and clinched the World Constructors Championship. Soon after Brown withdrew the company from motorsport.
In February 1972 with the David Brown Corporation in financial difficulties the other members of the board forced Brown to sell the tractor division to Tenneco International and Aston Martin Lagonda to a separate buyer.
The new owner of Aston Martin Lagonda dropped the DB model designation, which in 1993 was restored during Ford ownership with the introduction of the DB7. Walter Hayes chairman of Aston Martin Lagonda invited and Brown accepted the position of Honorary Life President of Aston Martin Lagonda.
From 1935 when the Penistone Foundry was opened it has played a significant part in all David Brown products.
(Thanks to edited Wikipedia and items donated to Penistone Archive Group)

David Brown factories, Ref 4833
David Brown factories, Ref 4833

4216-DB-Lockwood-Works
4216-DB-Lockwood-Works

0124 David Brown Cricket team 1951
0124 David Brown Cricket team 1951

7405 David Brown
7405 David Brown
4192-AstonMartin-David-Brown
4192-AstonMartin-David-Brown

5026 Penistone David Brown foundry
5026 Penistone David Brown foundry

5025 Penistone David Browns foundry
5025 Penistone David Browns foundry
4193-David-Brown-tractor-VAK1.-One-of-the-first
4193-David-Brown-tractor-VAK1.-One-of-the-first
4217-David-Brown-New-logo
4217-David-Brown-New-logo

3778 Penistone Show 2009
3778 Penistone Show 2009

4195-The-very-last-11-3-88-2wd-1594
4195-The-very-last-11-3-88-2wd-1594

7344 David Brown. 1987 Pumps. Kurl Herb – Frank Mr Begg MD
7344 David Brown. 1987 Pumps. Kurl Herb – Frank Mr Begg MD
7391. David Brown. Barrel Pump 21-06-82
7391. David Brown. Barrel Pump 21-06-82
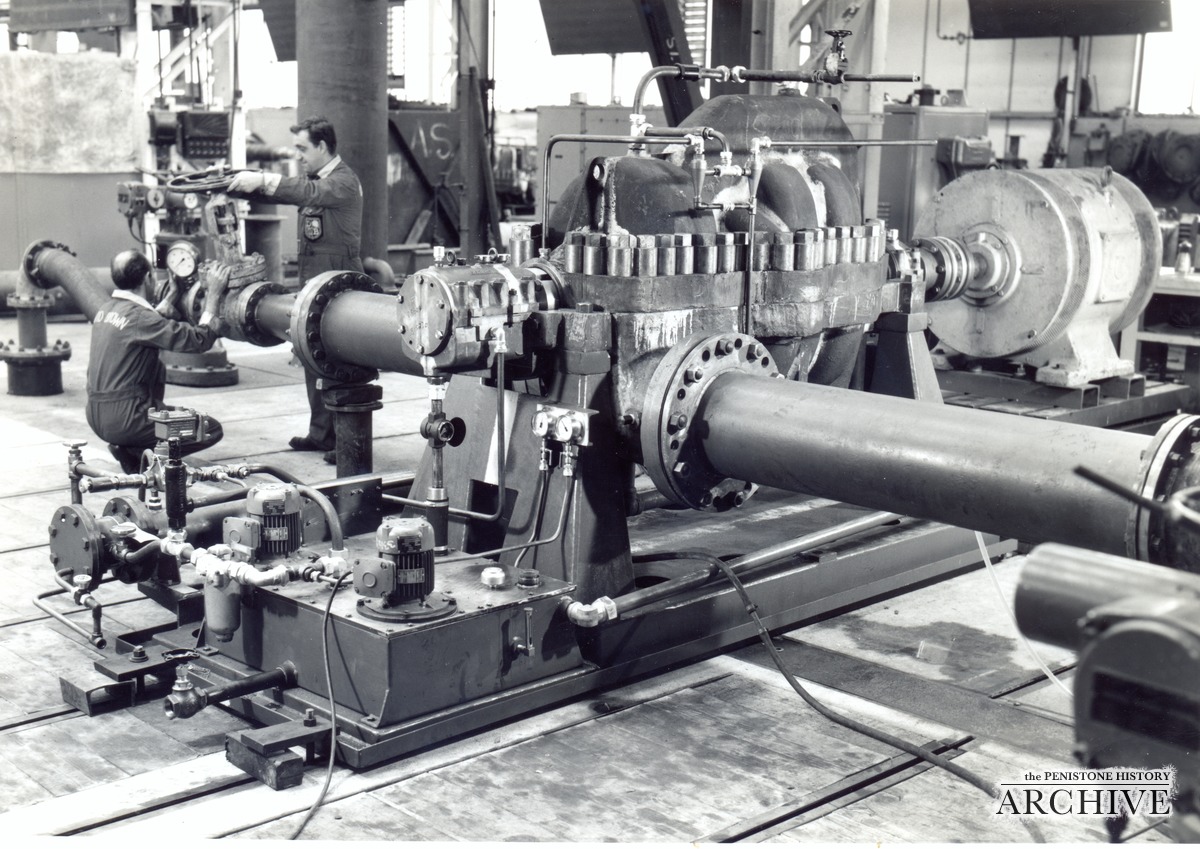
7396. David Brown. Hi Pressure Pump on test
7396. David Brown. Hi Pressure Pump on test

7397. David Brown. Sea water Injection pump.
7397. David Brown. Sea water Injection pump.
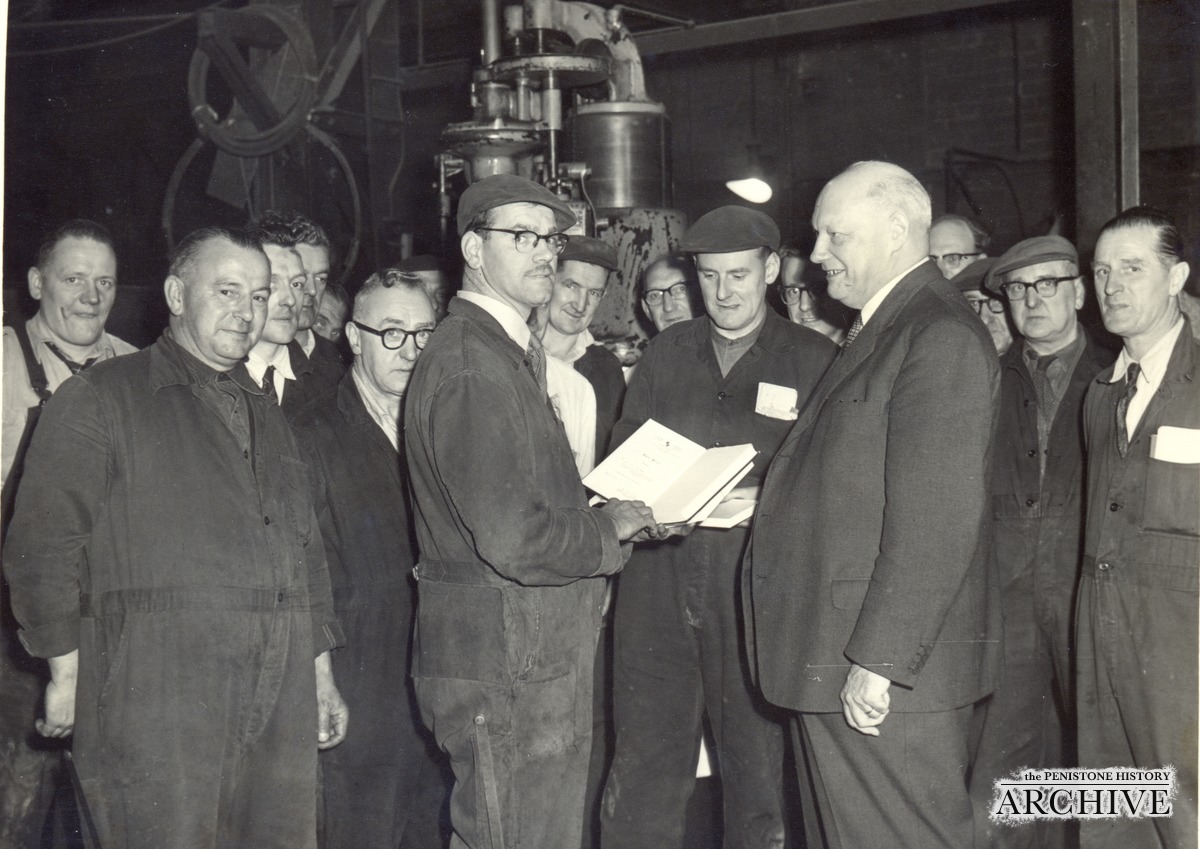
7402. David Brown. Presentation to Frank 1957
7402. David Brown. Presentation to Frank 1957

7415. David Brown. Workers
7415. David Brown. Workers
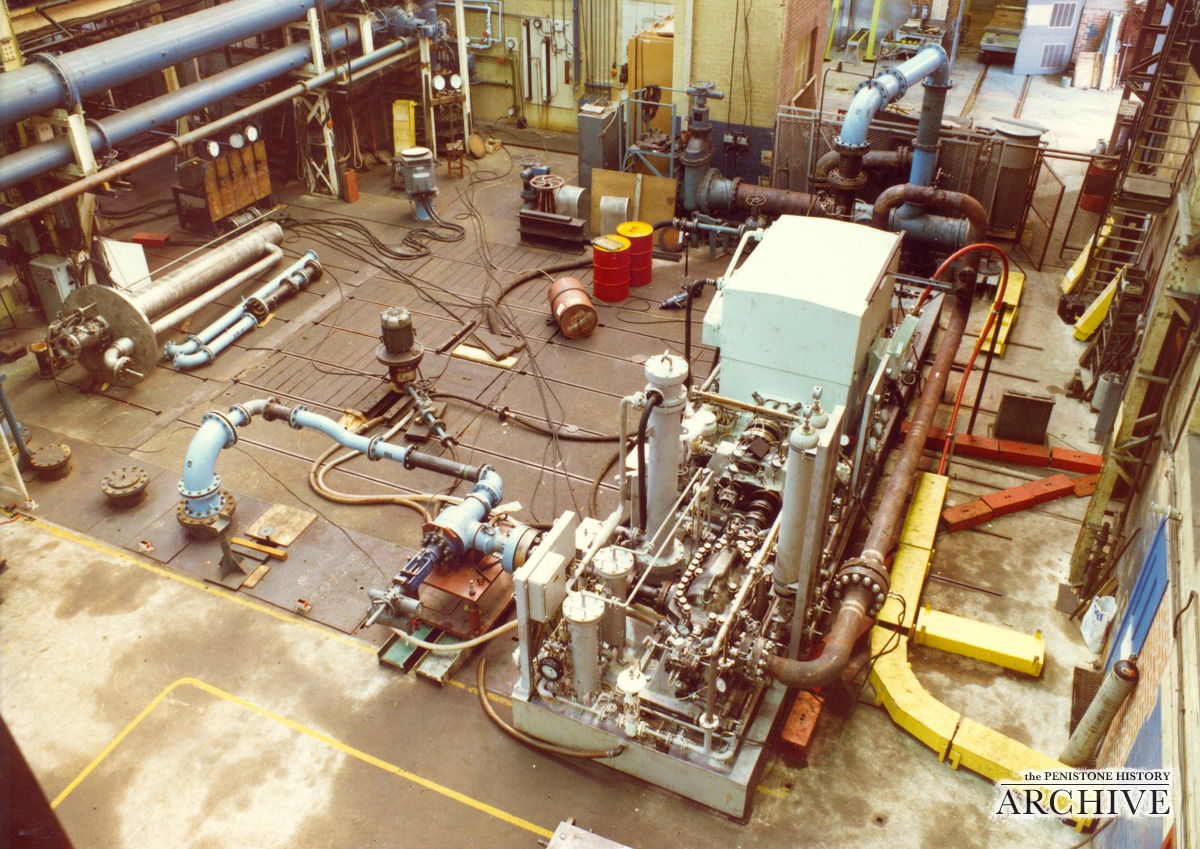
7400. David Brown. Hi Pressure Pump on test bed
7400. David Brown. Hi Pressure Pump on test bed

3681 Penistone South Gate Present Day
3681 Penistone South Gate Present Day
4196-David-Brown-Valveless-Car
4196-David-Brown-Valveless-Car
4197-David-Brown-Valveless-engine
4197-David-Brown-Valveless-engine

4198-2-STROKE-ENG-Diagram
4198-2-STROKE-ENG-Diagram
4199-Valveless-CAR
4199-Valveless-CAR

4201-Valveless-car
4201-Valveless-car

4200-Valveless-car
4200-Valveless-car
4202-Valveless-Car-on-display
4202-Valveless-Car-on-display

4203-1950-Aston-Martin-DB1
4203-1950-Aston-Martin-DB1

4204-1955-Aston-Martin-DB2.X
4204-1955-Aston-Martin-DB2.X

4205-1955-Aston-Martin-DB2.X

4206-1957-Aston-Martin-DB3-MkIII
4206-1957-Aston-Martin-DB3-MkIII

4207-1960-Aston-Martin-DB4-2
4207-1960-Aston-Martin-DB4-2

4208-1962-Aston-Martin-DB4-Convertible
4208-1962-Aston-Martin-DB4-Convertible

4209-1962-Aston-Martin.-DB4-GT-Zagato
4209-1962-Aston-Martin.-DB4-GT-Zagato

4210-1963-Aston-Martin-DB5
4210-1963-Aston-Martin-DB5

4211-1984-Aston-Martin,-Newport-Pagnall
4211-1984-Aston-Martin,-Newport-Pagnall

4212-1984-Aston-Martin,-Newport-Pagnall
4212-1984-Aston-Martin,-Newport-Pagnall

4213-1984-Aston-Martin,-Newport-Pagnall
4213-1984-Aston-Martin,-Newport-Pagnall

4214-1984-Aston-Martin,-Newport-Pagnall
4214-1984-Aston-Martin,-Newport-

4215-1984-Aston-Martin,-Newport-Pagnall
4215-1984-Aston-Martin,-Newport-Pagnall